助熔烧嘴
关键词:助熔,烧嘴,电弧炉,熔化,冶炼,电耗,燃烧,电炉,热效率,节电,喷吹,
助熔烧嘴
一般来说,电弧炉熔化期占整个冶炼时间的65%左右,其电能消耗大约占80%。为缩短冶炼时间,降低电耗,国外大多采用氧燃烧嘴助熔技术。通常氧燃烧嘴布置在电炉的3个冷区,加速了废钢的熔化,改善了炉内温度分布,提高了热效率。实践证明,氧燃烧嘴可提高生产率15%左右,电耗下降10%,是电弧炉不可缺少的节电设备。
在煤资源十分丰富的我国,采用以煤代油强化电炉冶炼技术就成为我国电炉发展的一个重要课题。国内某广在5t电弧炉上喷煤粉,采用两支煤氧枪,每支喷煤粉lkg/min〜3kg/min(压缩空气载流),吹氧量为2m3/min〜4m3/min,通电3min〜5min开始喷吹,熔清前结束,全部吹喷时间为50min〜lOOmin。单位电耗可降低70kW•h/t,总冶炼时间缩短20min〜30min。

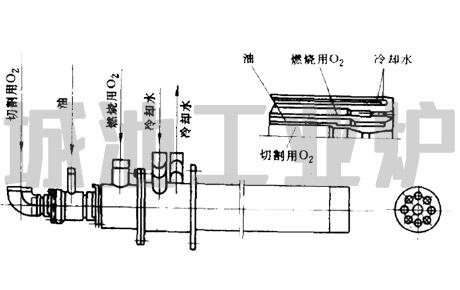
图 氧-油助熔烧嘴
日本使用氧-油助熔烧嘴,如图所示。3支烧嘴分别布置在电弧炉的3个冷区,为了提高氧-油烧嘴及吹氧枪的效果,可由变向旋转装置与控制装置构成,氧-油烧嘴与氧枪的管路是分别独立的,依靠定时装置可使氧枪的吹氧时间达到最佳数值。
助熔烧嘴:https://www.chenchr.com/FusingNozzle.html
上一篇:助熔技术之合理吹氧,下一篇:大功率或超高功率熔炼
助熔烧嘴相关内容
-

大功率或超高功率熔炼
-

助熔烧嘴
-

助熔技术之合理吹氧
-

大截面水冷电缆
-

电极微机自动调节器
-

水冷导电横臂
-

短网改进
-

直流电弧炉
-
偏心底出钢电弧炉
-

合理送风
-

改进炉体结构
-

卡腰冲天炉
-

曲线炉膛多排小风口热风冲天炉
-

停电保温
-

炉口加保温盖
-
电极接头上采用导电膏
-

合理选用变压器
-

双功能电极快速启动盐浴炉
-

改进耐热钢构件节能
-

采用D形断面炉体结构节能
-
连续式炉更节能
-

余热利用之预热空气
-
集中上排烟节能
-

脉冲供热
-

新型燃烧装置
-

涂覆高温节能涂料
-

风冷炉门
-

气堵的设计与安装
-
煤、油混合燃烧技术
-

重油磁化燃烧技术
-
重油掺水乳化燃烧技术
-

预热式油嘴
-

节能燃油平焰油嘴
-

设置燃油加热器
-

工业炉的合理装料
-
减少漏煤
-
煤工业炉节能采取勤加薄烧法
-

调节煤的水分
-

工业炉行业标准有哪些?
-

导热油炉使用安全吗?
-

工业炉合理选用风机
-
工业炉节能的发展方向
-

燃料炉砌体常见故障排除
-
台车式燃煤热处理炉常见故障排除
-

电炉运行前和运行中注意事项
-

高效节能电炉
-
电炉的炉盖升降方式的选择
-

加热设备的安全装置
-

高温炉的清洁过程
-

电弧炉的日常维护
-

流态床炉的日常维护
-

燃料炉的日常维护
-
电弧炉操作
-
电弧炉送电
-

电阻炉开炉前的准
-

厂房安全用电常识
-

煤炉点炉操作步骤
-

烟囱烘烤注意事项
-

烘炉操作
-

油嘴和烧嘴
-

等温硝盐炉淬火槽的使用技巧与注意事项
-
电弧炉倾动机构和炉顶装料系统
-

淬火油槽着火原因分析
-

电炉炼钢短流程工艺
-

引出棒接线
-

电阻板的安装和星形连接
-
异型砖砌筑炉膛注意事项
-

陶瓷纤维实验电炉产品型号及其工作原理
-

高温电炉技术参数表
-
高温电炉使用注意事项
-

高温电炉电极冷却方法
-
冷却高温电炉无氧铜退火规程
-
高温电炉在工作保养
-
如何对高温电炉炉衬厚度检测
-
高温电炉的特性
-
高温电炉热处理质量控制的环节
-
高温电炉设备的养护
-
高温电炉的炉型结构
-

马弗炉注意事项
-
高温电炉注意事项具体步骤
-
超高温电炉中常用发热体的性能
-

井式炉炉墙的维修砌筑
-

工业高温电炉发展状况
-
电炉的直接节能与间接节能
-
高温电炉炼钢
-
工业电炉与冷加工的比较
-
实验电炉是什么?
-
高低温实验电炉维修保养
-

高温真空气氛电炉使用
-
马弗炉的使用方法
-
工业炉节能途径及措施
-

催化剂烧结炉的结构
-
马弗炉保养及维修
-
燃烧器使用安全注意事项
-
台车式燃气热处理炉电气系统的发展经历
-
工业电炉的硬度检测标准
-

工业电炉表面热处理
-
工业炉发展史
-
电炉强化供氧技术
-

矿热炉
-
大容量电弧炉炼钢对电网干扰的抑制方法
-

网带式热处理电炉的发展
-

红外线加热干燥技术
-
高温空气燃烧技术及其在我国的应用前景
-
脉冲燃烧技术在工业炉上的应用
-
热处理炉的分类
-

修理工业炉煤气管道注意事项
-

气氛与金属的化学反应
-
二元合金的结构与结晶
-

高锰钢正火退火热处理
-

推杆炉及网带炉砖的厚度设计
-
电炉自动炼钢生产控制模型
-

预热器使用中常出现的问题
-
辐射对流组合预热器的制作与安装
-
电炉管路布置
-

石墨电极的消耗
-

硅钼棒使用时应注意的事项
-

硅钼棒的安装
-

硅碳棒的使用
-

硅碳棒的安装
-

硅碳棒的连接
-
电炉丝电阻带常见故障排除
-

电炉丝、电阻带的维护保养
-
合金元件的使用操作维护
-

工业电炉电热合金元件的热修
-
箱式电阻炉修理/维修/大修
-
电阻板的修理
-

铁铬铝电阻丝、电阻带的修理
-

镍铬电阻丝、电阻带的修理
-

电热元件表面负荷
-

电炉变压器使用及维护
-

耐火泥的成分、技术参数及使用方法
-

耐火纤维的选用
-

热修
-

用型砖砌筑拱顶孔洞
-

拱顶的砌筑
-

箱式电阻炉炉底的砌砖
-
镍铬电炉丝
-

远红外辐射元件分类
-

碳质电热材料
-
纯金属电热材料
-
表面负荷
-
电阻温度系数
-
电热材料的要求
-

耐热钢加工工艺性
-
箱式回火炉的结构特点
-
链条链轮热处理工艺
-
耐火材料在电弧炉上的使用
-

耐火材料在冲天炉上的使用
-

喷嘴砖喷嘴砖
-

电阻炉加热原理及加热方式的分类
-

电弧炉的修理内容
-
燃料加热炉的修理内容
-

工业炉的分类
-

电炉气体力学
-

炉架及炉売
-
炉底
-

炉门
-

电阻炉的结构设计要点
-

炉体结构设计
-

常用耐火材料
-
耐火材料的性能
-
箱式炉的技术改造
-
箱式电阻炉操作规程
-
箱式电阻炉的保养
-

插人式电极盐浴炉
-
箱式电阻炉炉衬结构的改进
-

箱式电阻炉的结构
-
高温箱式电阻炉的日常保养及维护
-

热风发生器工作原理
-

燃烧器的种类以及使用安全
-
井式炉与箱式炉使用区别
-
箱式炉注意事项
-
铁铬铝电炉丝主要技术性能
-
工业炉的烘炉工艺
-
电热元件的连接
-
热处理设备工业电炉的技术经济指标
-
工业炉的组成及发展历史
-
加热炉燃烧器火焰的调节
-

铸铁坩埚的维护方法
-

电阻炉功率安装的分配
-

氮化炉操作步骤
-
真空回火炉的炉温均匀性
-
软氮化热处理
-
工业炉与冷加工设备的比较
-

淬火炉炉型的选择
-
烘炉技巧
-
电炉
-

渗碳炉炉罐的使用与保养
-
盐浴坩埚电炉操作技术
-

台车电阻炉的注意事项和保养
-
电炉的基本知识
-
翻转式台车炉的优点
-
烘箱注意事项有哪些?
-
退火炉炉型特点
-
坩埚的种类用途
-

热风循环烘箱使用手册
-

台车炉使用注意事项
-
大功率或超高功率熔炼
-
助熔烧嘴
-
助熔技术之合理吹氧
-
大截面水冷电缆
-
电极微机自动调节器
-
水冷导电横臂
-
短网改进
-
直流电弧炉
-
偏心底出钢电弧炉
-
合理送风
-
改进炉体结构
-
卡腰冲天炉
-
曲线炉膛多排小风口热风冲天炉
-
停电保温
-
炉口加保温盖
-
电极接头上采用导电膏
-
合理选用变压器
-
双功能电极快速启动盐浴炉
-
改进耐热钢构件节能
-
采用D形断面炉体结构节能
-
连续式炉更节能
-
余热利用之预热空气
-
集中上排烟节能
-
脉冲供热
-
新型燃烧装置
-
涂覆高温节能涂料
-
风冷炉门
-
气堵的设计与安装
-
煤、油混合燃烧技术
-
重油磁化燃烧技术
-
重油掺水乳化燃烧技术
-
预热式油嘴
-
节能燃油平焰油嘴
-
设置燃油加热器
-
工业炉的合理装料
-
减少漏煤
-
煤工业炉节能采取勤加薄烧法
-
调节煤的水分
-
工业炉行业标准有哪些?
-
导热油炉使用安全吗?
-
工业炉合理选用风机
-
工业炉节能的发展方向
-
燃料炉砌体常见故障排除
-
台车式燃煤热处理炉常见故障排除
-
电炉运行前和运行中注意事项
-
高效节能电炉
-
电炉的炉盖升降方式的选择
-
加热设备的安全装置
-
高温炉的清洁过程
-
电弧炉的日常维护
-
流态床炉的日常维护
-
燃料炉的日常维护
-
电弧炉操作
-
电弧炉送电
-
电阻炉开炉前的准
-
厂房安全用电常识
-
煤炉点炉操作步骤
-
烟囱烘烤注意事项
-
烘炉操作
-
油嘴和烧嘴
-
等温硝盐炉淬火槽的使用技巧与注意事项
-
电弧炉倾动机构和炉顶装料系统
-
淬火油槽着火原因分析
-
电炉炼钢短流程工艺
-
引出棒接线
-
电阻板的安装和星形连接
-
异型砖砌筑炉膛注意事项
-
陶瓷纤维实验电炉产品型号及其工作原理
-
高温电炉技术参数表
-
高温电炉使用注意事项
-
高温电炉电极冷却方法
-
冷却高温电炉无氧铜退火规程
-
高温电炉在工作保养
-
如何对高温电炉炉衬厚度检测
-
高温电炉的特性
-
高温电炉热处理质量控制的环节
-
高温电炉设备的养护
-
高温电炉的炉型结构
-
马弗炉注意事项
-
高温电炉注意事项具体步骤
-
超高温电炉中常用发热体的性能
-
井式炉炉墙的维修砌筑
-
工业高温电炉发展状况
-
电炉的直接节能与间接节能
-
高温电炉炼钢
-
工业电炉与冷加工的比较
-
实验电炉是什么?
-
高低温实验电炉维修保养
-
高温真空气氛电炉使用
-
马弗炉的使用方法
-
工业炉节能途径及措施
-
催化剂烧结炉的结构
-
马弗炉保养及维修
-
燃烧器使用安全注意事项
-
台车式燃气热处理炉电气系统的发展经历
-
工业电炉的硬度检测标准
-
工业电炉表面热处理
-
工业炉发展史
-
电炉强化供氧技术
-
矿热炉
-
大容量电弧炉炼钢对电网干扰的抑制方法
-
网带式热处理电炉的发展
-
红外线加热干燥技术
-
高温空气燃烧技术及其在我国的应用前景
-
脉冲燃烧技术在工业炉上的应用
-
热处理炉的分类
-
修理工业炉煤气管道注意事项
-
气氛与金属的化学反应
-
二元合金的结构与结晶
-
高锰钢正火退火热处理
-
推杆炉及网带炉砖的厚度设计
-
电炉自动炼钢生产控制模型
-
预热器使用中常出现的问题
-
辐射对流组合预热器的制作与安装
-
电炉管路布置
-
石墨电极的消耗
-
硅钼棒使用时应注意的事项
-
硅钼棒的安装
-
硅碳棒的使用
-
硅碳棒的安装
-
硅碳棒的连接
-
电炉丝电阻带常见故障排除
-
电炉丝、电阻带的维护保养
-
合金元件的使用操作维护
-
工业电炉电热合金元件的热修
-
箱式电阻炉修理/维修/大修
-
电阻板的修理
-
铁铬铝电阻丝、电阻带的修理
-
镍铬电阻丝、电阻带的修理
-
电热元件表面负荷
-
电炉变压器使用及维护
-
耐火泥的成分、技术参数及使用方法
-
耐火纤维的选用
-
热修
-
用型砖砌筑拱顶孔洞
-
拱顶的砌筑
-
箱式电阻炉炉底的砌砖
-
镍铬电炉丝
-
远红外辐射元件分类
-
碳质电热材料
-
纯金属电热材料
-
表面负荷
-
电阻温度系数
-
电热材料的要求
-
耐热钢加工工艺性
-
箱式回火炉的结构特点
-
链条链轮热处理工艺
-
耐火材料在电弧炉上的使用
-
耐火材料在冲天炉上的使用
-
喷嘴砖喷嘴砖
-
电阻炉加热原理及加热方式的分类
-
电弧炉的修理内容
-
燃料加热炉的修理内容
-
工业炉的分类
-
电炉气体力学
-
炉架及炉売
-
炉底
-
炉门
-
电阻炉的结构设计要点
-
炉体结构设计
-
常用耐火材料
-
耐火材料的性能
-
箱式炉的技术改造
-
箱式电阻炉操作规程
-
箱式电阻炉的保养
-
插人式电极盐浴炉
-
箱式电阻炉炉衬结构的改进
-
箱式电阻炉的结构
-
高温箱式电阻炉的日常保养及维护
-
热风发生器工作原理
-
燃烧器的种类以及使用安全
-
井式炉与箱式炉使用区别
-
箱式炉注意事项
-
铁铬铝电炉丝主要技术性能
-
工业炉的烘炉工艺
-
电热元件的连接
-
热处理设备工业电炉的技术经济指标
-
工业炉的组成及发展历史
-
加热炉燃烧器火焰的调节
-
铸铁坩埚的维护方法
-
电阻炉功率安装的分配
-
氮化炉操作步骤
-
真空回火炉的炉温均匀性
-
软氮化热处理
-
工业炉与冷加工设备的比较
-
淬火炉炉型的选择
-
烘炉技巧
-
电炉
-
渗碳炉炉罐的使用与保养
-
盐浴坩埚电炉操作技术
-
台车电阻炉的注意事项和保养
-
电炉的基本知识
-
翻转式台车炉的优点
-
烘箱注意事项有哪些?
-
退火炉炉型特点
-
坩埚的种类用途
-
热风循环烘箱使用手册
-
台车炉使用注意事项
城池工业炉
工业炉导航


联系信息
+(86) 0551-8776 6627
+(86) 138 6612 6226
hfchengchi@163.com
安徽·合肥·庐江·军二中路17号
www.chengchi.net
 皖公网安备 34012402000018号
皖公网安备 34012402000018号 工商网监
工商网监