铁铬铝电阻板的修理
关键词:铁铬铝,电阻板,修理,断裂,裂缝,渗碳,应力,焊透,炉门,炉内,
铁铬铝电阻板的修理
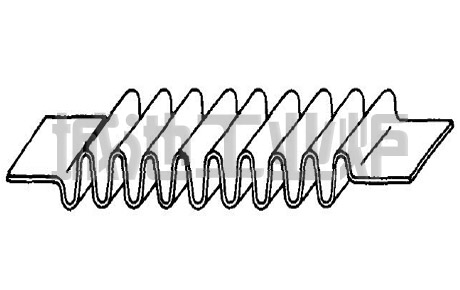
电阻板在使用过程中损坏的主要原因是断裂, 开始时在板的两侧产生裂缝,逐渐向中间或另一侧蔓延扩大,最后断裂为两段。一般裂缝多呈横向。电阻板经渗碳后,焊补时在熔池周围铁水不易挂住。根据情况的不同,焊补操作时可以在炉内或炉外进行。焊补铁铬铝电阻板时,必须注意下列事项:
1、电焊用稀土铁铬铝焊条或Cr25Ni20焊条,其直径为∅3.2mm。
2、焊接电流要小,应在90A?100A范围内。采用短弧焊接,电弧尽量压得低些,因为长弧温度高, 合金元素容易烧损,并产生气孔。
3、焊补前,首先在裂缝周围约300mm预热至250℃?300℃。预热能减少焊件受热部分之间的温差,降低焊接区的冷却速度和焊接应力。
4、如在炉内操作,对于裂缝直接采用连续焊缝即可。电焊时必须由下而上焊接,且要运用焊条端部托住铁水,防止掉落。对于断头,对接后即可补焊,但要注意两块电阻板的预热温度必须一致,否则不易熔合,且会造成使用不久便再次烧坏。
5、如在炉外操作,可在切割机上切去一段,按原有形状和尺寸再补上一块。最好采用平焊,由于铁水的流动性不好,立焊时容易产生疙瘩。
6、焊补时一定要注意深度,让其完全焊透,否则由于截面减小,电阻增大,在使用过程中又会很快烧坏。
7、焊补后必须加热到800℃左右退火,以降低硬度,并可消除焊缝中的内应力,随后缓慢冷却。
8、如在炉内操作,则可将刚焊完的电阻板包上石棉布,关严炉门即可;如在炉外操作,则应埋没在干燥洁净的石灰粉或硅砂(2mm?3mm)内,让其自然冷却(约24h),以防变形或产生裂纹。
铁铬铝电阻板的修理:https://www.chenchr.com/resistive_plate_repair.html
上一篇:焊接缺陷,下一篇:没有了
铁铬铝电阻板的修理相关内容
-

采用微机控制
-

扩大工业炉的均温区
-

加强炉体密封性的方法
-

炉体的密封性的重要性
-

采用D形断面炉体结构节能
-

连续式炉更节能
-
控制炉内压力
-

风冷炉门
-
大型活动炉体分段技术
-

工业炉的合理装料
-

超长的大型零件的淬火热处理
-
热处理设备节能升级
-

理想淬火介质
-

改善工业炉密封性
-

工业炉节能的发展方向
-

电阻炉常见故障排除
-

燃料炉砌体常见故障排除
-
台车式燃煤热处理炉常见故障排除
-

电炉的炉盖升降方式的选择
-

高温炉的清洁过程
-

盐浴炉淬火操作流程
-

电弧炉的日常维护
-

理想淬火冷却速度
-

燃料炉的日常维护
-

热处理行业标准
-
电阻炉的日常维护
-
工业炉日常维护的意义
-
电弧炉操作
-

连续式电加热无罐炉操作
-
电极盐浴炉紧急停炉
-
电阻炉启动
-

燃料炉的烘炉操作
-

电阻炉炉衬烘炉工艺规范
-

固化炉工作原理、操作流程及注意事项
-

预氧化
-

PAG淬火剂最适宜使用及不适用的场景
-

等温成形的特点
-

液体氧氮化,QPQ,OPO适用范围
-
")
分级淬火(Marquenehing)
-

淬火裂纹及分类
-

炉门升降装置
-

渗碳氮化工件氧化发黑热处理方法
-

等温淬火
-

真空热处理炉的修理
-

阀门,水封和防爆盖的安装
-

风扇叶轮、主轴和保温冷却套
-

导轨的装配和调整
-

引出棒接线
-

电阻板的安装和星形连接
-

引出棒与电阻板的连接
-
铸铝电加热电阻板使用注意事项
-

加强板的焊接
-

电阻板整形
-

连续炉炉顶和炉门砌筑
-

砌筑连续炉炉底
-

连续炉砌筑材料准备
-

连续炉金属构架的修理
-
炉膛的修理材料准备
-

电极盐浴炉的修理
-

炉盖与炉罐的密封
-
渗碳炉炉壳的密封
-

渗碳炉风扇
-

井式渗碳炉炉罐
-
修砌井式渗碳炉搁砖和耐火管
-
井式炉炉墙的维修砌筑
-

高温真空气氛电炉使用
-
防止陶瓷烧结开裂方法
-
齿轮渗碳热处理的变形控制
-

热处理炉的分类
-

修理工业炉煤气管道注意事项
-
BH低温快速渗碳与碳氮共渗技术
-

化学热处理
-

气氛与金属的化学反应
-

渗碳氮化常见问题与解决技巧
-
渗碳表面硬化处理法
-
高锰钢正火退火热处理
-

固化炉的维护保养及注意事项
-

电炉管路布置
-

电热辐射管的类型
-

石墨电极的消耗
-

硅钼棒的安装
-

炉底板的常见问题
-
电炉丝电阻带常见故障排除
-

电炉丝、电阻带的维护保养
-
箱式电阻炉修理/维修/大修
-
铁铬铝电阻板的修理
-
电阻板的修理
-

铁铬铝电阻丝、电阻带的修理
-

镍铬电阻丝、电阻带的修理
-
合金元件的修理
-

合金元件使用寿命
-
合金元件的代用
-

合金元件的选用
-

合金元件的安装
-
铁铬铝合金电热元件的焊接
-

镍铬合金元件的焊接
-

电热合金元件的连接方法
-
电阻板的煨制
-

电阻丝的绕制
-
合金元件的结构
-
风扇的修理
-

炉罐的修理
-

料盘使用常见问题
-

炉罐的常见问题
-

料盘
-

炉罐的制作
-
耐热钢精铸件
-

耐热钢铸件裂纹
-

链板式输送带的修理
-

输送式炉输送网带的修理
-

液压推料机的修理
-

推杆式炉炉用机械的修理
-
炉门常见故障排除
-

新型台车炉炉门机构
-

炉门升降机构的类型
-

炉门的修理
-

金属构架修理:常见故障排除
-
金属构架的修理
-

耐火纤维炉衬的修补
-

喷嘴砖的安装
-

不同部位的连接结构
-

锚固件的材料和布置
-

耐火纤维的性能
-
烘炉
-
冷修
-

膨胀缝留设的原则
-
密封箱式炉气体渗碳工艺流程
-
工业炉砌砖体的修理
-
轴承热处理的发展历程
-
电热合金
-

实验电炉安装与使用
-
电热材料的分类和使用范围
-

耐热钢的代用
-

模具钢材热处理淬火的方法及目的
-
耐热钢抗热疲劳性
-

耐热钢的高温强度
-
滴注式气体渗碳
-

耐热钢高溫耐蚀性
-
链条链轮热处理工艺
-

耐火材料在热处理炉上的使用
-

工业炉配件储备
-
烘干室的修理内容
-

电弧炉的修理内容
-

冲天炉的修理内容
-

热处理电阻炉的修理内容
-
燃料加热炉的修理内容
-

工业炉修理的主要内容
-

工业炉修理的特点
-
工业炉修理复杂程度分类
-
炉门
-

电阻炉的结构设计要点
-

炉体结构设计
-
箱式炉的技术改造
-
箱式电阻炉操作规程
-
渗碳炉安全操作规程
-

网带淬火炉烧碳操作
-
台车炉的结构
-

箱式电阻炉的结构
-
弹簧热处理
-

球墨铸铁正火退火热处理
-
铁铬铝电炉丝主要技术性能
-
电热元件的连接
-

转筒式炉的结构
-

退火的定义及退火的分类
-
淬火炉炉型的选择
-

热处理车间平面布置的原则
-
渗碳炉炉罐的使用与保养
-

残留应力退火
-
热处理中变形的预防
-

热处理工业电阻炉组成
-

球化退火的适用范围
-

时效热处理
-

时间和温度的热处理效果
-
常见的热处理工艺有哪些?
-
采用微机控制
-
扩大工业炉的均温区
-
加强炉体密封性的方法
-
炉体的密封性的重要性
-
采用D形断面炉体结构节能
-
连续式炉更节能
-
控制炉内压力
-
风冷炉门
-
大型活动炉体分段技术
-
工业炉的合理装料
-
超长的大型零件的淬火热处理
-
热处理设备节能升级
-
理想淬火介质
-
改善工业炉密封性
-
工业炉节能的发展方向
-
电阻炉常见故障排除
-
燃料炉砌体常见故障排除
-
台车式燃煤热处理炉常见故障排除
-
电炉的炉盖升降方式的选择
-
高温炉的清洁过程
-
盐浴炉淬火操作流程
-
电弧炉的日常维护
-
理想淬火冷却速度
-
燃料炉的日常维护
-
热处理行业标准
-
电阻炉的日常维护
-
工业炉日常维护的意义
-
电弧炉操作
-
连续式电加热无罐炉操作
-
电极盐浴炉紧急停炉
-
电阻炉启动
-
燃料炉的烘炉操作
-
电阻炉炉衬烘炉工艺规范
-
固化炉工作原理、操作流程及注意事项
-
预氧化
-
PAG淬火剂最适宜使用及不适用的场景
-
等温成形的特点
-
液体氧氮化,QPQ,OPO适用范围
-
分级淬火(Marquenehing)
-
淬火裂纹及分类
-
炉门升降装置
-
渗碳氮化工件氧化发黑热处理方法
-
等温淬火
-
真空热处理炉的修理
-
阀门,水封和防爆盖的安装
-
风扇叶轮、主轴和保温冷却套
-
导轨的装配和调整
-
引出棒接线
-
电阻板的安装和星形连接
-
引出棒与电阻板的连接
-
铸铝电加热电阻板使用注意事项
-
加强板的焊接
-
电阻板整形
-
连续炉炉顶和炉门砌筑
-
砌筑连续炉炉底
-
连续炉砌筑材料准备
-
连续炉金属构架的修理
-
炉膛的修理材料准备
-
电极盐浴炉的修理
-
炉盖与炉罐的密封
-
渗碳炉炉壳的密封
-
渗碳炉风扇
-
井式渗碳炉炉罐
-
修砌井式渗碳炉搁砖和耐火管
-
井式炉炉墙的维修砌筑
-
高温真空气氛电炉使用
-
防止陶瓷烧结开裂方法
-
齿轮渗碳热处理的变形控制
-
热处理炉的分类
-
修理工业炉煤气管道注意事项
-
BH低温快速渗碳与碳氮共渗技术
-
化学热处理
-
气氛与金属的化学反应
-
渗碳氮化常见问题与解决技巧
-
渗碳表面硬化处理法
-
高锰钢正火退火热处理
-
固化炉的维护保养及注意事项
-
电炉管路布置
-
电热辐射管的类型
-
石墨电极的消耗
-
硅钼棒的安装
-
炉底板的常见问题
-
电炉丝电阻带常见故障排除
-
电炉丝、电阻带的维护保养
-
箱式电阻炉修理/维修/大修
-
铁铬铝电阻板的修理
-
电阻板的修理
-
铁铬铝电阻丝、电阻带的修理
-
镍铬电阻丝、电阻带的修理
-
合金元件的修理
-
合金元件使用寿命
-
合金元件的代用
-
合金元件的选用
-
合金元件的安装
-
铁铬铝合金电热元件的焊接
-
镍铬合金元件的焊接
-
电热合金元件的连接方法
-
电阻板的煨制
-
电阻丝的绕制
-
合金元件的结构
-
风扇的修理
-
炉罐的修理
-
料盘使用常见问题
-
炉罐的常见问题
-
料盘
-
炉罐的制作
-
耐热钢精铸件
-
耐热钢铸件裂纹
-
链板式输送带的修理
-
输送式炉输送网带的修理
-
液压推料机的修理
-
推杆式炉炉用机械的修理
-
炉门常见故障排除
-
新型台车炉炉门机构
-
炉门升降机构的类型
-
炉门的修理
-
金属构架修理:常见故障排除
-
金属构架的修理
-
耐火纤维炉衬的修补
-
喷嘴砖的安装
-
不同部位的连接结构
-
锚固件的材料和布置
-
耐火纤维的性能
-
烘炉
-
冷修
-
膨胀缝留设的原则
-
密封箱式炉气体渗碳工艺流程
-
工业炉砌砖体的修理
-
轴承热处理的发展历程
-
电热合金
-
实验电炉安装与使用
-
电热材料的分类和使用范围
-
耐热钢的代用
-
模具钢材热处理淬火的方法及目的
-
耐热钢抗热疲劳性
-
耐热钢的高温强度
-
滴注式气体渗碳
-
耐热钢高溫耐蚀性
-
链条链轮热处理工艺
-
耐火材料在热处理炉上的使用
-
工业炉配件储备
-
烘干室的修理内容
-
电弧炉的修理内容
-
冲天炉的修理内容
-
热处理电阻炉的修理内容
-
燃料加热炉的修理内容
-
工业炉修理的主要内容
-
工业炉修理的特点
-
工业炉修理复杂程度分类
-
炉门
-
电阻炉的结构设计要点
-
炉体结构设计
-
箱式炉的技术改造
-
箱式电阻炉操作规程
-
渗碳炉安全操作规程
-
网带淬火炉烧碳操作
-
台车炉的结构
-
箱式电阻炉的结构
-
弹簧热处理
-
球墨铸铁正火退火热处理
-
铁铬铝电炉丝主要技术性能
-
电热元件的连接
-
转筒式炉的结构
-
退火的定义及退火的分类
-
淬火炉炉型的选择
-
热处理车间平面布置的原则
-
渗碳炉炉罐的使用与保养
-
残留应力退火
-
热处理中变形的预防
-
热处理工业电阻炉组成
-
球化退火的适用范围
-
时效热处理
-
时间和温度的热处理效果
-
常见的热处理工艺有哪些?
城池工业炉
工业炉导航


联系信息
+(86) 0551-8776 6627
+(86) 138 6612 6226
hfchengchi@163.com
安徽·合肥·庐江·军二中路17号
www.chengchi.net
 皖公网安备 34012402000018号
皖公网安备 34012402000018号 工商网监
工商网监