电阻板的煨制
关键词:电阻板,煨制,变形,弯曲,裂纹,电阻,热应力,引出棒,回火,冷却,出坑,加热元件,电热,
电阻板的煨制
电阻板的热煨如对某连续式电加热无罐炉使用的厚4mm,宽200mm电阻板,难以进行弯曲,必须热煨。
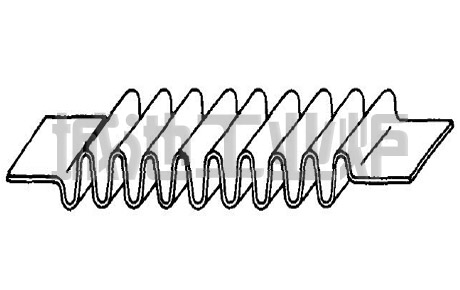
电阻板应是直形带状,交货时不允许卷成盘状。因为盘状电阻板在煨制前很难平直,而且往往又由于平直得不好而影响煨制的质量及其有效长度。电阻板不应有夹层和厚薄不均的现象。电阻板的尺寸偏差:厚度(4士0.2)mm、宽度(200±3)mm。每块板的长度应大于图祥上标明的展开长度。
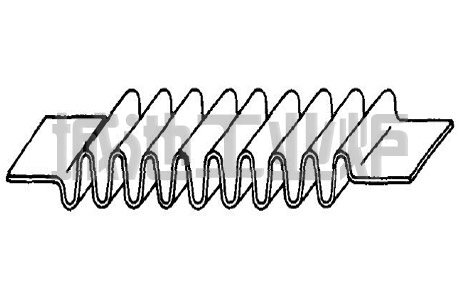
图 电阻板
煨制电阻板的工作台最好采用铸铁件,因为一般钢板受热后较易弯曲变形,这不仅给煨制工作带来困难,而且容易造成侧弯。工作台还要有一定厚度,否则由于强度差而易变形。每当插入定位轴后, 经常由于插入深度不够,也易摇动而影响板的波纹形状。
定位轴必须保持圆直,不得弯曲。往工作台上打入定位轴时,应打到底,并要求稳定垂直。手柄头部与定位轴接触的高度大一些为好。导向杆上应有套筒,煨制时能自由转动,以减少弯曲时的阻力。
热煨时室内温度应在20℃以上,最好在气候温暖的季节进行。热煨时必须注意下列事项:
1、用两组气焊枪在电阻板的里外加热。操作时采取上下均匀加热,并力求做到里外、上下、左右温 度一致,加热至樱红色(约800℃)。温度不够煨不动;温度不均煨不圆;温度过高不仅氧化、烧损元素,而且使电阻板变薄,以致出坑、变形。
2、加热范围应大于所需煨圆角的展开长度。加热范围过宽,则热煨时容易鼓出圆角;如过窄,则热 煨时不仅费劲,而且产生角度不圆或圆角太小,影响元件的散热面积和炉子功率。
3、电阻板的波纹之间应有一定的角度,不能平行,否则辐射不好,且易烧坏元件。
4、热煨时不仅有人搬动手柄,还要有人扶着电阻板顺向推动。这时用力要均衡,速度要一致。热煨时速度要稍慢,若过快,则煨制角度不易掌握,甚至也易产生裂纹等缺陷。
5、热煨过程中圆角处如有鼓疱、瘪进和出现较大折皱的地方,应及时用手锤敲正。
煨制后的电阻板不允许有裂纹(尤其是横向裂纹)应是圆角完整、波纹整齐、侧弯小;引出端头 平正、切割齐直,且每组电阻板的煨制长度力求一致。煨制后的电阻板还应检查电阻值,其允差不大于 10%。
为了消除电阻板的热应力,经热煨后的电阻板, 在与引出棒焊接之前,必须进行回火处理。回火温度为880℃左右,持续3h,然后随炉自然冷却。电阻板放入炉内时,首先应将其侧放在钢板上,然后将钢板推进炉内,所以要侧放,其目的是不致产生变形。
电阻板的煨制:https://www.chenchr.com/resistance_plate_b.html
电阻板的煨制相关内容
-

碳素钢热处理工艺
-

不锈钢热处理工艺及温度
-

电极接头上采用导电膏
-

改进电极与铜排的连接
-
低压快速启动盐浴炉
-

改进温度控制节能
-

增大工业炉的单位体积功率
-
扩大工业炉的均温区
-

改变电热元件的安装方法
-

减少水冷损失
-
炉体的密封性的重要性
-

流态床炉更节能
-
热处理设备节能升级
-

比较几种淬火方法的优缺点
-

"城池"商标注册成功
-
的选择")
换热器(冷却器)的选择
-

换热器换热能力计算
-

热处理车间统一设置淬火槽冷却循环系统
-

淬火槽独立配配冷却循环系统
-

工业炉行业标准有哪些?
-

理想淬火介质
-

电阻炉微机自动温度控制失效的现象与后果
-

电阻炉常见故障排除
-
电炉的炉盖升降方式的选择
-

标准化热电偶的等级和允许误差
-

关于二次淬火的一些建议
-

盐浴炉淬火操作流程
-

感应炉的日常维护
-

电加热管表面负荷计算公式
-

电弧炉的日常维护
-

理想淬火冷却速度
-

流态床炉的日常维护
-

淬火槽设计之流场均匀性
-

外热式浴炉的日常维护
-

热处理行业标准
-
盐浴淬火槽操作规范
-
热处理用硝盐浴配方以及使用温度
-
电阻炉的日常维护
-

电烘干室操作规程送电前的准备
-

静电的影响因素
-

工频炉操作
-

雷击点的选择
-
电弧炉送电
-

真空淬火炉开炉步骤
-

连续式电加热无罐炉操作
-
电极盐浴炉开炉
-
电阻炉启动
-
电阻炉开炉前的准
-

TN-C系统
-
静电危害事故
-
流态床淬火
-

油炉点火操作规程
-

烟囱烘烤注意事项
-

烘炉操作
-
电阻炉炉衬烘炉工艺规范
-

电阻炉安装原则
-

工业炉温度测量仪表
-

工业炉电气线路
-
双液淬火法
-
怎样从冷却特性选用淬火介质
-
硝盐淬火槽冷却系统的设计
-

工业炉停炉后的保养
-

淬火槽的由来
-
等温硝盐炉淬火槽的使用技巧与注意事项
-

淬火槽强力搅拌机构
-

淬火油的选择方法
-
用盐水冷却有什么好处?
-
冷却介质之淬火油
-
如何计算冷却速度
-
在使用中的注意事项")
氯化钠水溶液(盐水)在使用中的注意事项
-

使用淬火油的合理方式有哪些?
-

热处理淬火槽制作
-

常用冷却介质的冷却速度对比
-
齿轮淬火冷却后硬度不足与硬化深度不够
-
PAG淬火剂最适宜使用及不适用的场景
-

淬火油槽的安全防护措施
-
淬火油槽中淬火液夏天温度过高怎么办?
-

等温成形的特点
-

QPQ热处理的优点
-
淬火的方式有哪些?
-
常用淬火介质之氯化钠水溶液
-
磁场淬火技术
-
")
马氏体等温淬火(martempering)
-
淬火为什么用盐水?
-
")
分级淬火(Marquenehing)
-

贝氏体等温淬火
-
什么是等温淬火?
-

淬火裂纹及分类
-

磁场淬火是什么?
-
淬火冷却分类方法
-
炉门升降装置
-

工业炉金属构架
-

淬火冷却系统的构成图
-

纯金属电热元件
-

淬火油槽预防失火的措施
-
淬火油槽着火原因分析
-
淬火油槽的管理
-

淬火槽淬火介质冷却方法
-

电热烘箱的结构及原理
-

淬火油槽及循环系统
-
淬火油槽的使用维护
-
纯金属元件
-
淬火槽的结构图
-

等温淬火
-

全金属反射屏
-
真空炉电热元件的特点
-

真空炉电热元件注意事项
-

真空热处理炉的修理
-

风扇的组装和安装
-
风扇叶轮、主轴和保温冷却套
-

电热辐射管的安装
-

铜排的气焊
-

引出棒接线
-

电阻板的安装和星形连接
-

引出棒与电阻板的连接
-
铸铝电加热电阻板使用注意事项
-

加强板的焊接
-

电阻板整形
-

引出棒的焊补
-

启动电极的制作
-

连续炉砌筑材料准备
-
电极的制作和安装
-

电极的形状和尺寸
-

坩埚的焊制
-

高温电炉使用注意事项
-

高温电炉电极冷却方法
-
冷却高温电炉无氧铜退火规程
-

引出棒的密封
-
高温电炉设备的养护
-
高温电炉的炉型结构
-
马弗炉注意事项
-
超高温电炉中常用发热体的性能
-

风扇轴的密封
-

修砌井式渗碳炉搁砖和耐火管
-
井式炉炉墙的维修砌筑
-
马弗炉的使用保养方法
-

实验电炉是什么?
-

工业炉节能途径及措施
-
马弗炉保养及维修
-

燃烧器使用安全注意事项
-
工业电炉的硬度检测标准
-

工业电炉表面热处理
-
工业炉发展史
-
电炉强化供氧技术
-

矿热炉
-

网带式热处理电炉的发展
-
齿轮渗碳热处理的变形控制
-
工业炉管道日常维修的主要项目
-

长轴氮化热处理
-
钢的热处理
-
金属的塑性变形与再结晶
-

铝合金熔炼与浇注
-

二元合金的结构与结晶
-
热处理缺陷及控制
-
箱式电阻炉出口
-

辐射预热器的维修
-
针状预热器的维修
-

针状预热器针状管的制作技术条件
-
整体预热器的维修
-
电热辐射管的常见故障排除
-

电热辐射管的使用和维修
-

电阻带辐射管的制作
-

波折式电阻丝辐射管的制作
-

单螺旋式电阻丝辐射管的制作
-
电热辐射管的类型
-
辐射管耐火管心和隔板
-

辐射管体用耐热钢
-
辐射管的特点
-

石墨电极的消耗
-
硅钼棒使用时应注意的事项
-

硅钼棒的安装
-

硅碳棒的使用
-

硅碳棒的安装
-

硅碳棒的连接
-

炉底板的常见问题
-
电炉丝电阻带常见故障排除
-

电炉丝、电阻带的维护保养
-
合金元件的使用操作维护
-

工业电炉电热合金元件的热修
-
箱式电阻炉修理/维修/大修
-
铁铬铝电阻板的修理
-
电阻板的修理
-

氢碎
-
箱式回火炉使用说明书
-

铁铬铝电阻丝、电阻带的修理
-

镍铬电阻丝、电阻带的修理
-
合金元件的修理
-

电热元件表面负荷
-
合金元件使用寿命
-
合金元件的代用
-

合金元件的选用
-

合金元件的安装
-
焊接缺陷
-
铁铬铝合金电热元件的焊接
-

镍铬合金元件的焊接
-

电热合金元件的连接方法
-

引出棒
-
电阻板的煨制
-

电阻带的弯制
-

电阻丝的绕制
-
合金元件的结构
-

风扇的修理
-

炉罐的修理
-

料盘使用常见问题
-

盐浴炉坩埚
-

炉罐的常见问题
-

料盘
-

振底板
-
炉底板制作
-
耐热钢精铸件
-

耐热钢铸件裂纹
-

耐热钢铸造缺陷分析
-

链板式输送带的修理
-

输送式炉输送网带的修理
-
炉门的修理
-

金属构架修理:常见故障排除
-
金属构架的修理
-

耐火纤维炉衬的修补
-

电热元件的安装
-

绍兴一机械厂淬火油槽起火 袍江消防半小时扑救
-

热修
-
烘炉
-

修炉
-

冷修
-

箱式电阻炉炉底的砌砖
-

墙内孔洞的砌筑
-
电阻炉的安装
-

观察孔
-
镍铬电炉丝
-
远红外辐射涂料及涂敷工艺
-

轴承热处理的发展历程
-
远红外辐射元件分类
-
网带式淬火炉使用范围
-

远红外辐射元件
-

碳质电热材料
-
铬酸镧元件
-
纯金属电热材料
-
电热合金
-

合金元件的最高使用温度
-
表面负荷
-
热处理设备加热装置的类别和特性
-
电阻温度系数
-
电热材料的分类和使用范围
-

模具钢热处理时开裂原因与预防
-
电热材料的要求
-
模具钢材热处理淬火的方法及目的
-

耐热钢的高温强度
-

耐热钢高溫耐蚀性
-
箱式回火炉的结构特点
-
链条链轮热处理工艺
-

耐火材料的使用
-

电阻炉加热原理及加热方式的分类
-
工业炉配件储备
-

电弧炉的修理内容
-

冲天炉的修理内容
-

热处理电阻炉的修理内容
-

工业炉修理的特点
-

工业炉的分类
-
炉架及炉売
-

电阻炉的结构设计要点
-

炉体结构设计
-
箱式炉的技术改造
-
箱式电阻炉操作规程
-
箱式电阻炉的保养
-
渗碳炉安全操作规程
-
箱式电阻炉炉衬结构的改进
-
电热烘箱干燥箱的结构
-
台车炉的结构
-

箱式电阻炉的结构
-
高温箱式电阻炉的日常保养及维护
-
台车炉的维护
-

热风发生器工作原理
-
弹簧热处理
-

球墨铸铁正火退火热处理
-
箱式炉注意事项
-
辐射管加热器常见故障原因及排除方法
-
辐射管加热器的使用及保养
-
淬火介质需要量计算方法
-
铁铬铝电炉丝主要技术性能
-
热处理工艺对高速工具钢组织性能的影响
-
淬火槽冷却装置过滤器及泵
-
淬火油槽搅拌系统的安装
-
电热元件的连接
-
淬火油槽的设计
-
淬火油槽氧化皮去除方法
-
热处理设备工业电炉的技术经济指标
-

牵引式炉
-
等温退火
-
工业炉的组成及发展历史
-

退火的定义及退火的分类
-
电热元件接头非正常性过热损坏
-

电阻炉功率安装的分配
-
氮化炉操作步骤
-

真空回火炉的炉温均匀性
-
淬火油槽清理及使用规范
-
快速液压自动淬火油槽的优点
-
风扇轴使用及维护
-
真空炉水冷系统的计算
-
电炉
-

热处理车间平面布置的原则
-
渗碳炉炉罐的使用与保养
-
自动淬火油槽淬火工艺及流程
-
淬火工艺应用
-
淬火后硬度不足原因的分析
-

淬火冷却设备分类
-
淬火冷却设备的作用与要求
-

硬度不合格的原因及硬度不合格防止对策
-

DM型有马弗罐网带式炉
-

连续式网带热处理炉生产线停炉
-
网带淬火炉保养及维护
-
热处理中变形的预防
-

台车电阻炉的注意事项和保养
-
节能工业电炉
-
电炉的基本知识
-
热处理工业电阻炉组成
-

淬火缺陷、原因及预防
-

翻转式台车炉的优点
-
热处理淬火油技术要求
-
烘箱注意事项有哪些?
-

热风循环烘箱使用手册
-

热处理常见问题及危害
-

台车炉使用注意事项
-

时效热处理
-

回火炉注意事项与维护
-

时间和温度的热处理效果
-
常见的热处理工艺有哪些?
-
碳素钢热处理工艺
-
不锈钢热处理工艺及温度
-
电极接头上采用导电膏
-
改进电极与铜排的连接
-
低压快速启动盐浴炉
-
改进温度控制节能
-
增大工业炉的单位体积功率
-
扩大工业炉的均温区
-
改变电热元件的安装方法
-
减少水冷损失
-
炉体的密封性的重要性
-
流态床炉更节能
-
热处理设备节能升级
-
比较几种淬火方法的优缺点
-
"城池"商标注册成功
-
换热器(冷却器)的选择
-
换热器换热能力计算
-
热处理车间统一设置淬火槽冷却循环系统
-
淬火槽独立配配冷却循环系统
-
工业炉行业标准有哪些?
-
理想淬火介质
-
电阻炉微机自动温度控制失效的现象与后果
-
电阻炉常见故障排除
-
电炉的炉盖升降方式的选择
-
标准化热电偶的等级和允许误差
-
关于二次淬火的一些建议
-
盐浴炉淬火操作流程
-
感应炉的日常维护
-
电加热管表面负荷计算公式
-
电弧炉的日常维护
-
理想淬火冷却速度
-
流态床炉的日常维护
-
淬火槽设计之流场均匀性
-
外热式浴炉的日常维护
-
热处理行业标准
-
盐浴淬火槽操作规范
-
热处理用硝盐浴配方以及使用温度
-
电阻炉的日常维护
-
电烘干室操作规程送电前的准备
-
静电的影响因素
-
工频炉操作
-
雷击点的选择
-
电弧炉送电
-
真空淬火炉开炉步骤
-
连续式电加热无罐炉操作
-
电极盐浴炉开炉
-
电阻炉启动
-
电阻炉开炉前的准
-
TN-C系统
-
静电危害事故
-
流态床淬火
-
油炉点火操作规程
-
烟囱烘烤注意事项
-
烘炉操作
-
电阻炉炉衬烘炉工艺规范
-
电阻炉安装原则
-
工业炉温度测量仪表
-
工业炉电气线路
-
双液淬火法
-
怎样从冷却特性选用淬火介质
-
硝盐淬火槽冷却系统的设计
-
工业炉停炉后的保养
-
淬火槽的由来
-
等温硝盐炉淬火槽的使用技巧与注意事项
-
淬火槽强力搅拌机构
-
淬火油的选择方法
-
用盐水冷却有什么好处?
-
冷却介质之淬火油
-
如何计算冷却速度
-
氯化钠水溶液(盐水)在使用中的注意事项
-
使用淬火油的合理方式有哪些?
-
热处理淬火槽制作
-
常用冷却介质的冷却速度对比
-
齿轮淬火冷却后硬度不足与硬化深度不够
-
PAG淬火剂最适宜使用及不适用的场景
-
淬火油槽的安全防护措施
-
淬火油槽中淬火液夏天温度过高怎么办?
-
等温成形的特点
-
QPQ热处理的优点
-
淬火的方式有哪些?
-
常用淬火介质之氯化钠水溶液
-
磁场淬火技术
-
马氏体等温淬火(martempering)
-
淬火为什么用盐水?
-
分级淬火(Marquenehing)
-
贝氏体等温淬火
-
什么是等温淬火?
-
淬火裂纹及分类
-
磁场淬火是什么?
-
淬火冷却分类方法
-
炉门升降装置
-
工业炉金属构架
-
淬火冷却系统的构成图
-
纯金属电热元件
-
淬火油槽预防失火的措施
-
淬火油槽着火原因分析
-
淬火油槽的管理
-
淬火槽淬火介质冷却方法
-
电热烘箱的结构及原理
-
淬火油槽及循环系统
-
淬火油槽的使用维护
-
纯金属元件
-
淬火槽的结构图
-
等温淬火
-
全金属反射屏
-
真空炉电热元件的特点
-
真空炉电热元件注意事项
-
真空热处理炉的修理
-
风扇的组装和安装
-
风扇叶轮、主轴和保温冷却套
-
电热辐射管的安装
-
铜排的气焊
-
引出棒接线
-
电阻板的安装和星形连接
-
引出棒与电阻板的连接
-
铸铝电加热电阻板使用注意事项
-
加强板的焊接
-
电阻板整形
-
引出棒的焊补
-
启动电极的制作
-
连续炉砌筑材料准备
-
电极的制作和安装
-
电极的形状和尺寸
-
坩埚的焊制
-
高温电炉使用注意事项
-
高温电炉电极冷却方法
-
冷却高温电炉无氧铜退火规程
-
引出棒的密封
-
高温电炉设备的养护
-
高温电炉的炉型结构
-
马弗炉注意事项
-
超高温电炉中常用发热体的性能
-
风扇轴的密封
-
修砌井式渗碳炉搁砖和耐火管
-
井式炉炉墙的维修砌筑
-
马弗炉的使用保养方法
-
实验电炉是什么?
-
工业炉节能途径及措施
-
马弗炉保养及维修
-
燃烧器使用安全注意事项
-
工业电炉的硬度检测标准
-
工业电炉表面热处理
-
工业炉发展史
-
电炉强化供氧技术
-
矿热炉
-
网带式热处理电炉的发展
-
齿轮渗碳热处理的变形控制
-
工业炉管道日常维修的主要项目
-
长轴氮化热处理
-
钢的热处理
-
金属的塑性变形与再结晶
-
铝合金熔炼与浇注
-
二元合金的结构与结晶
-
热处理缺陷及控制
-
箱式电阻炉出口
-
辐射预热器的维修
-
针状预热器的维修
-
针状预热器针状管的制作技术条件
-
整体预热器的维修
-
电热辐射管的常见故障排除
-
电热辐射管的使用和维修
-
电阻带辐射管的制作
-
波折式电阻丝辐射管的制作
-
单螺旋式电阻丝辐射管的制作
-
电热辐射管的类型
-
辐射管耐火管心和隔板
-
辐射管体用耐热钢
-
辐射管的特点
-
石墨电极的消耗
-
硅钼棒使用时应注意的事项
-
硅钼棒的安装
-
硅碳棒的使用
-
硅碳棒的安装
-
硅碳棒的连接
-
炉底板的常见问题
-
电炉丝电阻带常见故障排除
-
电炉丝、电阻带的维护保养
-
合金元件的使用操作维护
-
工业电炉电热合金元件的热修
-
箱式电阻炉修理/维修/大修
-
铁铬铝电阻板的修理
-
电阻板的修理
-
氢碎
-
箱式回火炉使用说明书
-
铁铬铝电阻丝、电阻带的修理
-
镍铬电阻丝、电阻带的修理
-
合金元件的修理
-
电热元件表面负荷
-
合金元件使用寿命
-
合金元件的代用
-
合金元件的选用
-
合金元件的安装
-
焊接缺陷
-
铁铬铝合金电热元件的焊接
-
镍铬合金元件的焊接
-
电热合金元件的连接方法
-
引出棒
-
电阻板的煨制
-
电阻带的弯制
-
电阻丝的绕制
-
合金元件的结构
-
风扇的修理
-
炉罐的修理
-
料盘使用常见问题
-
盐浴炉坩埚
-
炉罐的常见问题
-
料盘
-
振底板
-
炉底板制作
-
耐热钢精铸件
-
耐热钢铸件裂纹
-
耐热钢铸造缺陷分析
-
链板式输送带的修理
-
输送式炉输送网带的修理
-
炉门的修理
-
金属构架修理:常见故障排除
-
金属构架的修理
-
耐火纤维炉衬的修补
-
电热元件的安装
-
绍兴一机械厂淬火油槽起火 袍江消防半小时扑救
-
热修
-
烘炉
-
修炉
-
冷修
-
箱式电阻炉炉底的砌砖
-
墙内孔洞的砌筑
-
电阻炉的安装
-
观察孔
-
镍铬电炉丝
-
远红外辐射涂料及涂敷工艺
-
轴承热处理的发展历程
-
远红外辐射元件分类
-
网带式淬火炉使用范围
-
远红外辐射元件
-
碳质电热材料
-
铬酸镧元件
-
纯金属电热材料
-
电热合金
-
合金元件的最高使用温度
-
表面负荷
-
热处理设备加热装置的类别和特性
-
电阻温度系数
-
电热材料的分类和使用范围
-
模具钢热处理时开裂原因与预防
-
电热材料的要求
-
模具钢材热处理淬火的方法及目的
-
耐热钢的高温强度
-
耐热钢高溫耐蚀性
-
箱式回火炉的结构特点
-
链条链轮热处理工艺
-
耐火材料的使用
-
电阻炉加热原理及加热方式的分类
-
工业炉配件储备
-
电弧炉的修理内容
-
冲天炉的修理内容
-
热处理电阻炉的修理内容
-
工业炉修理的特点
-
工业炉的分类
-
炉架及炉売
-
电阻炉的结构设计要点
-
炉体结构设计
-
箱式炉的技术改造
-
箱式电阻炉操作规程
-
箱式电阻炉的保养
-
渗碳炉安全操作规程
-
箱式电阻炉炉衬结构的改进
-
电热烘箱干燥箱的结构
-
台车炉的结构
-
箱式电阻炉的结构
-
高温箱式电阻炉的日常保养及维护
-
台车炉的维护
-
热风发生器工作原理
-
弹簧热处理
-
球墨铸铁正火退火热处理
-
箱式炉注意事项
-
辐射管加热器常见故障原因及排除方法
-
辐射管加热器的使用及保养
-
淬火介质需要量计算方法
-
铁铬铝电炉丝主要技术性能
-
热处理工艺对高速工具钢组织性能的影响
-
淬火槽冷却装置过滤器及泵
-
淬火油槽搅拌系统的安装
-
电热元件的连接
-
淬火油槽的设计
-
淬火油槽氧化皮去除方法
-
热处理设备工业电炉的技术经济指标
-
牵引式炉
-
等温退火
-
工业炉的组成及发展历史
-
退火的定义及退火的分类
-
电热元件接头非正常性过热损坏
-
电阻炉功率安装的分配
-
氮化炉操作步骤
-
真空回火炉的炉温均匀性
-
淬火油槽清理及使用规范
-
快速液压自动淬火油槽的优点
-
风扇轴使用及维护
-
真空炉水冷系统的计算
-
电炉
-
热处理车间平面布置的原则
-
渗碳炉炉罐的使用与保养
-
自动淬火油槽淬火工艺及流程
-
淬火工艺应用
-
淬火后硬度不足原因的分析
-
淬火冷却设备分类
-
淬火冷却设备的作用与要求
-
硬度不合格的原因及硬度不合格防止对策
-
DM型有马弗罐网带式炉
-
连续式网带热处理炉生产线停炉
-
网带淬火炉保养及维护
-
热处理中变形的预防
-
台车电阻炉的注意事项和保养
-
节能工业电炉
-
电炉的基本知识
-
热处理工业电阻炉组成
-
淬火缺陷、原因及预防
-
翻转式台车炉的优点
-
热处理淬火油技术要求
-
烘箱注意事项有哪些?
-
热风循环烘箱使用手册
-
热处理常见问题及危害
-
台车炉使用注意事项
-
时效热处理
-
回火炉注意事项与维护
-
时间和温度的热处理效果
-
常见的热处理工艺有哪些?
城池工业炉
工业炉导航


联系信息
+(86) 0551-8776 6627
+(86) 138 6612 6226
hfchengchi@163.com
安徽·合肥·庐江·军二中路17号
www.chengchi.net
 皖公网安备 34012402000018号
皖公网安备 34012402000018号 工商网监
工商网监