第6页_热处理
助熔技术之合理吹氧
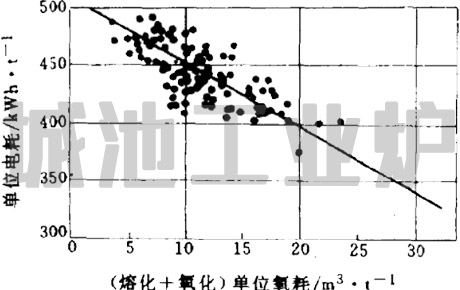
吹氧是利用碳、硅、锰、磷等元素氧化所产生的大量热量使熔池升温,并起到切割熔化大块废钢和消除废钢架桥的作用。每吹1m3氧,可降低电耗3kW•h/t〜4kW•h/t,是有效的节能措施。... (more…)

大截面水冷电缆
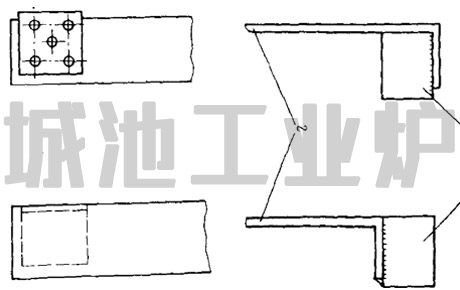
大截面水冷电缆吸收了国外先进技术,导线绞缆成股,各股线与铜连接采用一次压接工艺,电缆两端为平面接头,减少接触电阻;各股缆线用软绝缘材料隔开,避免相互摩擦,电缆寿命可延长2〜3倍。它可充分发挥变压器能力,提高变压器输出功率10%。采用大截面水冷电缆可节电2%〜5%。... (more…)
电极微机自动调节器
电极微机自动调节器能迅速准确平稳地自动控制电极升降,调整电弧长度,达到自动控制电弧功率。而且系统控制精度高,电流稳定,故障率低,热停时间少,缩短了冶炼时间,降低了电极消耗,并减少对电网负荷冲击。... (more…)

短网改进
改进短网时应考虑尽可能减少短网电阻,以保证电炉装置有较高的电效率。这一点是很容易被人们理解的,并常常在实践中通过采取诸如抬高变压器位置、减少变压器与墙壁之间的距离、将变压器中心线向炉子出钢侧偏移、缩短电缆长度以及适当加大各段导体的截面积等措施来减少短网电阻,以提高炉子的电效率。... (more…)
直流电弧炉
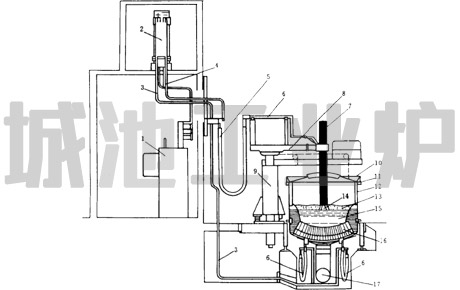
直流电弧炉是改进电炉炼钢生产的一个重要方向。直流电弧炉如图所示,在炉顶中心垂直安置一石墨电极作为阴极。电极固定在夹持器里,可沿转动台的立柱垂直移动。在炉子底部设有炉底电极作为阳极,其冷却系统露在炉壳外,而控制系统和信号系统可以连续监视炉底电极的情况,以保证设备安全运行。... (more…)

偏心底出钢电弧炉
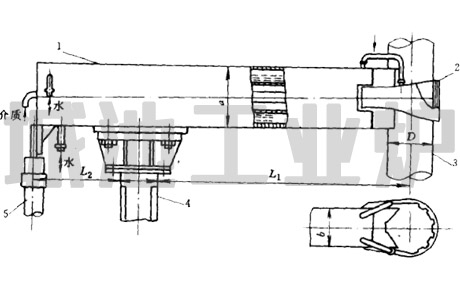
偏心底出钢电弧炉的基本特征是取消原有电弧炉的出钢槽,在毗邻原出钢侧的外壳另设一个出钢箱,其内部砌筑耐火材料,构成一个具有一定空间的小熔池,与原有大熔池经圆滑过渡而相互连通... (more…)

弹簧钢氮化钢热处理工艺及温度
弹簧钢氮化钢热处理工艺及热处理 退火温度 50CrV 60Si2Mn 55Si2Mn 淬火 65Mn 60Mn 38CrAl 38CrMoAl硬度HRC... (more…)

调质钢热处理工艺
调质钢热处理工艺30CrNi3 35CrMnSi 37CrNiB 40Cr 45Cr 30CrMnNi2MoV 30CrMnSi 35CrMo 50B 45Mn2 退火温度淬火马氏体回火后硬度H R C... (more…)
合金刃具钢轴承钢热处理工艺温度
合金刃具钢轴承钢热处理工艺温度9CrSi CrMn CrW5 GCr15SiMn SiMn CrW5 GCr15 Cr20退火温度淬火马氏体点回火后硬度HRC... (more…)

弹簧钢热处理工艺及温度
弹簧钢热处理工艺及温度氮化钢 50CrV 60Si2Mn 淬火 65Mn 38CrAl 回火55Si2Mn 60Mn 退火 38CrMoAl马氏体点回火后硬度H R C... (more…)


合金渗碳钢热处理工艺
合金渗碳钢 20Mn2TiB 18CrNiW 20Cr 25CrNiW 20SiMnV1 30CrMnMoTi 退火温度 淬火温度回火温度马氏体回火后硬度H R C... (more…)


 皖公网安备 34012402000018号
皖公网安备 34012402000018号 工商网监
工商网监